




Qingdao Shende в течение десятилетий активно участвовал в индустрии пластик и является ведущим примером интеллектуального производства Китая в области оборудования для трубопроводов. Компания создала исследовательскую и разработанную группу, состоящую из экспертов по машиностроению и материаловедению, сотрудничая с университетами для преодоления технических трудностей в производстве гофрированной трубы с двойной стенкой. Независимо разработанная многослойная система коэкстразии точно контролирует соотношение смешивания сырья HDPE и PP, увеличивая жесткость кольца гофрированной трубы на 20%. Инновационная формирование гофра, изготовленное из специального сплава, имеет срок службы в 1,5 раза больше, чем у обычных плесени. Интеллектуальная система мониторинга толщины стенки регулирует параметры экструзии в режиме реального времени, чтобы гарантировать, что допуск толщины стенки трубы не превышает ± 0,5 мм. Эти технологии, воплощающие изобретательность китайских инженеров, гарантируют, что даже используемые производственные линии обладают основной способностью для эффективного производства.
Qingdao Shende имеет чрезвычайно строгие стандарты для качества подержанного оборудования. Каждая переработанная линия из гофрированной гофрированной трубы HDPE-PP 600 подвергается строгим процессу «Три проверки и три ремонта»: команда инспекции использует ультразвуковые детекторы недостатков для идентификации скрытого повреждения в винте и стволе и тестера динамического давления, чтобы проверить стабильность системы экструзии. Техники выполняют ремонт лазерной облицовки на изношенных деталях, заменяют импортные уплотнения и подшипники, а также обновляют систему управления ПЛК. Наконец, проводятся 72-часовой непрерывный пробный запуск, в течение которого полученные гофрированные трубы должны пройти 12 тестов, включая гибкость кольца и прочность на воздействие, прежде чем их можно будет доставить. Этот процесс позволяет гофрированным трубам, производимым используемой производственной линией, выдерживать внешнее давление 8кн/м², полностью отвечающие строгим требованиям муниципальных инженерных проектов.
С точки зрения цены, используемая производственная линия Qingdao Shende предлагает замечательное преимущество. В то время как новая линия HDPE-PP 600 гофрированной трубы может стоить миллионы, стоимость подержанного оборудования снижается более чем на 60%. После приобретения этого оборудования производитель муниципальных труб не только сократил инвестиции в оборудование почти наполовину, но и использовал сбережения для расширения запасов сырья, увеличив ежемесячные производственные мощности на 30%. Использование более низких затрат для увеличения производственных мощностей позволяет компаниям быстро получить преимущество в конкуренции рыночной.
Послепродажная поддержка является еще одной ключевой силой Qingdao Shende. Наша профессиональная команда после продажи обещает 24-часовую реакцию и обслуживание на месте в течение 48 часов. По прибытии наши инженеры будут контролировать весь процесс установки и ввода в эксплуатацию, предоставляя три дня бесплатного обучения операторов. Во время ежедневного производства наша система IoT удаленно контролирует статус эксплуатации оборудования, обеспечивая раннее предупреждение о потенциальных сбоях. Наши запасные части склады составляют более 200 часто используемых частей, предлагая общенациональную 48-часовую доставку для минимизации времени простоя.
Используемая Qingdao Shende's HDPE-PP 600-стрит-гофрированная трубопроводная линия использует опыт китайских производителей, обеспечивая качество за счет строгих инспекций качества, предлагая доступные цены и устраняя опасения посредством комплексной послепродажной службы. Его стабильная и надежная производительность позволяет компаниям эффективно производить высококачественную гофрированную трубку, контролируя затраты, легко удовлетворяет рыночные проблемы и вводя в новую эру в производстве трубопроводов.

1. Функция оборудования (в этом оборудовании используются два конических экструдеров с двумя скважинами для производства гофрированной трубы с двойной стенкой HDPE/PP)
1.1 Технические параметры базового оборудования
|
Диапазон материалов трубы: ID200-600 |
Спецификации производства: 200, 300, 400, 500, 600 |
|
Максимальная производственная мощность |
8 тонн/день (на основе ID400 x 25 дней x 10 месяцев = 1750 тонн/год) |
|
Фактическое водоснабжение |
1,5 м3/ч |
|
Потребление воды в производственной линии |
6 м3/ч (содержание соли качества воды <150ppm, температура 20 ℃) Циркулирующая вода |
|
Температура окружающей среды |
0-45 ℃ |
|
источник питания |
3-фаза + n + g, (380V + 5% 50 Гц) |
|
Производственная установка установленная емкость |
Около 274 кВт |
|
Фактическое потребление мощности производственной линии |
Около 219 кВт |
|
Используя смолу |
Материалы труб HDPE80, PE100 или PPB/PPR |
|
Направление эксплуатации |
Справа налево |
|
Цвет устройства |
Кремовый белый или цветный образец предоставлен клиентом |
|
Длина производственной линии, ширина и высота |
25m*4m*2.8m |
2.1 Производственная линия гофрированной трубы с двумя стенками (примечание: не включает в себя режущую машину)
|
Серийный номер |
Название устройства |
Количество |
Примечание |
|
1 |
TSZJ80/156 Cone Twin Extruder |
1 набор |
Основная мощность двигателя 55 кВт (главная внешняя стена) |
|
2 |
TSZJ80/156 Cone Twin Extruder |
1 набор |
Основная мощность двигателя 55 кВт (внутренняя стена главная двигатель) |
|
3 |
Стоичка для плесени |
1 набор |
|
|
4 |
Система управления газом |
1 набор |
|
|
5 |
SBG-600 Формирующая машина |
1 набор |
Производственный диапазон ID200-600 мм |
|
6 |
Вакуумная система |
1 набор |
Вакуумный насос 37 кВт 1 набор |
|
7 |
Поворот трубы |
1 набор |
С электронным взвешивающим устройством |
|
8 |
Система электрического управления |
1 набор |
Siemens PLC Control |
Благодаря оптимизированному винту и биметаллической конструкции, экструдер предлагает следующие преимущества: высокая скорость пластификации, равномерное расплав и непрерывное и стабильное производство. Высокопроизводительная коробка передач была оптимизирована для снижения шума. Приводной двигатель представляет собой двигатель Jiangsu Beide AC с мощностью 55 кВт/55 кВт. Температура ствола контролируется в четырех зонах и нагревается с помощью керамической нагревательной катушки с воздушным охлаждением. Система тревоги включает слышимый и визуальный сигнал тревоги. Инвертор AC-это известный бренд, такой как ABB или парк. Его основная функция заключается в обеспечении беспрепятственной регуляции скорости основной машины от нулевой до номинальной скорости. Регулятор скорости имеет встроенный высокоскоростный процессор, который обеспечивает быстрые функции обнаружения и защиты. Основными компонентами системы управления логическим управлением являются Siemens PLC с модулями расширения и цветовым экраном Siemens 10.7. Модуль контроля температуры контролирует и контролирует температуры процесса ствола и плесени. Модуль управления скоростью регулирует скорость литьевой машины и двух основных машин. ПЛК обеспечивает настройку, хранение, коррекцию, тревогу, мониторинг и отображение условий работы, таких как основная скорость машины, давление расплава, температура расплава, температура зоны ствола, температура плесени и скорость литья.
1) Два конических двойных экструдеров TSJZ80/156 (по одному для внутренних и внешних экструдеров)
|
Имя параметра |
Технические параметры |
|
|
Экструдер |
Производители кабинета управления электрическим управлением |
Преобразователь и преобразование частоты кормления: ABB или парк, контактор, выключатель схемы и т. Д.: Suzhou Siemens |
|
Емкость экструзии (кг/час) |
Гарантированный выход 260 кг/ч, приверженные 300 кг/ч в хороших пластифицированных условиях |
|
|
Общие размеры (MM3) |
4235mmx1520mmx2450mm |
|
|
Вес машины (кг) |
4000 кг |
|
|
Прыжок проигрывает |
10 ° |
|
|
Основной терминал питания принимает форму |
Трехфазная четырехпроводная система |
|
|
Форма кривой контроля температуры |
Регулировка самонаделения температуры (тип ПИД) |
|
|
Происхождение датчиков контроля температуры, давления, скоростных датчиков и т. Д. |
Импортированный контроль компьютера Siemens |
|
|
Есть ли дисплей давления? |
С дисплеем давления расплава |
|
|
Конфигурация фланца головы и матрица. |
Скрепленные соединения |
|
|
Режим отображения данных рабочей консоли |
В основном цифровой дисплей |
|
|
Структурные особенности, которые превосходят особенности одной и той же отрасли |
Хорошая пластификация, большая мощность, разумная конструкция, высокая точность и использование высококачественных компонентов и деталей, изготовленных из высококачественных материалов, в основном самодельной, хорошей стабильности, простых в управлении, основной инвертор использует ABB или парк. |
|
|
Винт |
Диаметр (мм) |
80/156 |
|
Эффективная длина (мм) |
1815 |
|
|
Количество (корни) |
2 |
|
|
Форма сетки |
Конические зубки |
|
|
Общий крутящий момент (кн м) |
14.2 |
|
|
Скорость (r/min) |
1 ~ 34,7 (в разных направлениях наружу) |
|
|
Глубина нитрии (мм) |
0,6 ~ 0,7 |
|
|
Могу ли я есть измельченную пищу? |
способный |
|
|
Метод нагревания винта |
никто |
|
|
Ствол |
Форма ствола |
интеграл |
|
Метод отопления |
Ствол, охлаждающий воздушным охлаждением, имеет выделенную оболочку из нержавеющей стали и литой алюминиевый электрический обогреватель |
|
|
Номер секции нагрева бочки (раздел) |
5 |
|
|
Нагревательная мощность (кВт) |
36 |
|
|
Диапазон контроля температуры (℃) |
50 ~ 300 |
|
|
Количество секций охлаждения ствола (разделы) |
3 |
|
|
Шахта для машины соединяет рукав |
3CR13 из нержавеющей стали, твердого хромированного обработки поверхности, внутреннее слияние |
|
|
Контроль охлаждения |
4x0,55 кВт управление вентиляторами |
|
|
Охлаждающая среда |
Воздух |
|
|
Винт и бочковое происхождение |
Жотхан |
|
|
Меры обеспечения качества винта и бочки |
Предоставьте тестовые блоки и отчеты испытаний. Кальцинат карбонат 50% винта и ствол гарантия в течение 6 месяцев. |
|
|
Глубина нитрии (мм) |
0,6 ~ 0,7 |
|
|
Система сокращения передачи |
Основной мощность двигателя привода (кВт) |
55 |
|
Рабочий режим основного двигателя привода |
Трехфазный асинхронный двигатель, подключенный к редукционной коробке передач через соединение |
|
|
Основная скорость двигателя привода (R/мин) |
300 ~ 1500 |
|
|
Тип коробки передач |
Восстановление передачи, используя затвердевшую поверхность зуба и спиральная комбинация поверхности зубов |
|
|
редуктора |
Сторонные и грунтовые зубы, изготовленные из 20 -й катины |
|
|
Распределительный тип коробки передач |
Два распределительных ствола приводятся в движение супер-коническими шестернями-кониками. |
|
|
Режим регулирования основного привода двигателя |
Регулирование скорости переменной частоты переменного тока, инвертор принимает ABB или Park Company |
|
|
Количественная система кормления |
Метод кормления |
Количественное кормление (кормление с двойным винтом) |
|
Скорость подачи винта (R/мин) |
0,5 ~ 50 |
|
|
Моторная мощность (кВт) |
1.5 |
|
|
Скорость двигателя (r/min) |
10 ~ 1500 |
|
|
Режим регулирования скорости двигателя |
Регулирование скорости переменной переменной переменной переменной |
|
|
Моторный рабочий режим |
Трехфазный асинхронный двигатель, непосредственно связанный с редуктором |
|
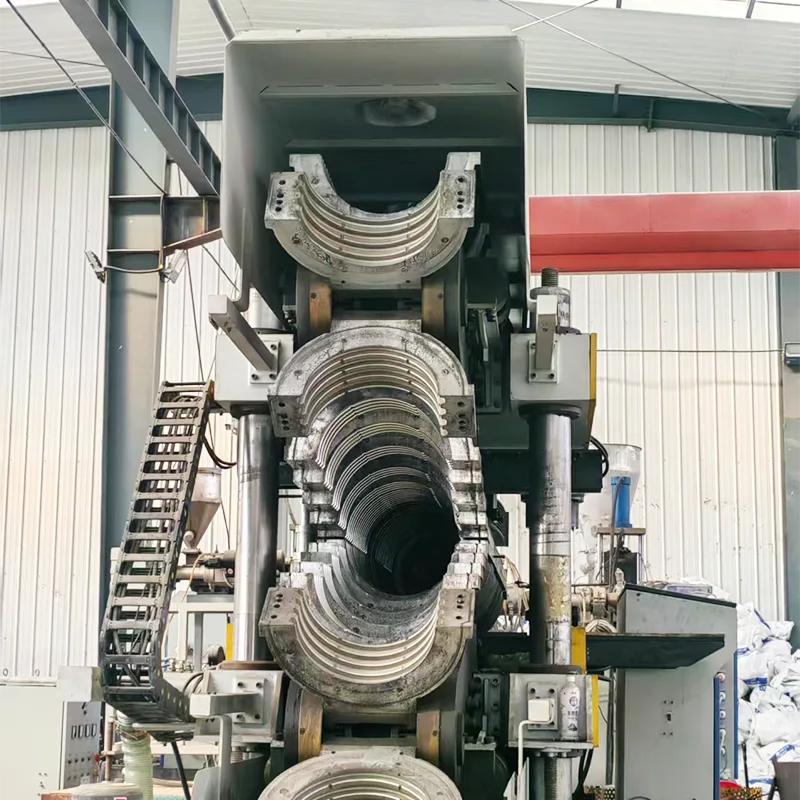
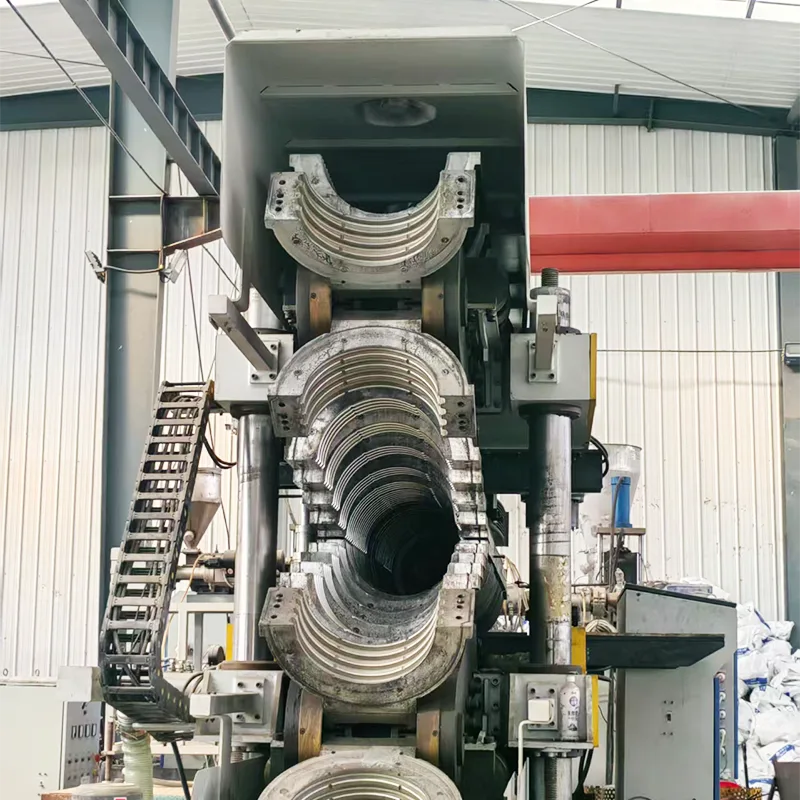
2) Параметры формованной машины:
| Формовочная машина |
Размеры |
6400 мм × 3350 мм × 3850 мм -4200 мм (длина * ширина * высота) |
|
Направляющее центральное расстояние |
1065 мм |
|
|
Верхний путеводитель по железной дороге |
Верхний путеводитель по железной дороге более 500 мм |
|
|
Продольный вперед и обратный удар |
2400 мм (электроэнергия 1,5 кВт) |
|
|
Левое и правое движение |
50 мм |
|
|
Производственный ассортимент |
Онлайн-раскапывание-это двойная стена, а максимальный внутренний диаметр произведенной трубы-ID600 |
|
|
Максимальная скорость линии без нагрузки |
Диапазон скорости 0,3-5 м/мин, максимальная скорость без нагрузки 5 м/мин. |
|
|
Формовочная машина вверх и вниз. Точность движения |
Общая точность вертикального движения формовочной машины составляет ± 0,05 мм (электрическая мощность 1,5 кВт и может двигаться вверх и вниз самостоятельно) |
|
|
Точность левой и правой машины |
Общая точность движения левой и правой формованной машины составляет ± 0,05 мм |
|
|
Количество формирующих вакуумных срезов |
Четырехступенчатый вакуум (вакуумный насос 37 кВт, скорость перекачки 40 м3/ч, скорость 1460 об/мин, Ultimate Dative 2000pa) |
|
|
Модуль бегущий железнодорожный полет |
Модуль, работающий на направляющий направляющий, составляет 38CRMOALA, твердость обработки поверхностной обработки достигает HRC62 или выше, и он обрабатывается направляющим железнодорожным шлифовальным стеклами, а прямолинейность после обработки составляет ± 0,01 |
|
|
основание плесени |
Материал основания матрицы состоит из 38CRMOALA с обработкой и твердостью, достигающей HRC50-55 |
|
|
Формирующая машина передняя и задняя направляющая направляющая направляющая |
Спереди, обратная, слева и направляющие направляющие формово |
|
|
Гидравлическая система формованной машины |
Гидравлическая система формованной машины принимает китайско-итальянское совместное предприятие Atos и систему смазки Limoda (система автоматического направляющего рельса, мощность двигателя масляного насоса 1,1 кВт) |
|
|
Формовочная пневматическая система |
Пневматические компоненты формовочной машины, обратного клапана и клапана регулирования давления импортируются из SMC или совместных предприятий (в основном используется для расширения онлайн) |
|
|
Формованная машина Главный двигатель |
Основной двигатель формовой машины составляет 7,5 кВт и принимает мотор переменного тока, а регулятор скорости принимает продукты ABB или парка. |
|
|
Коробка передач для формования |
Все коробки передач образующихся машин изготовлены из высокого качества, с затвердевкой поверхностью зуба и поверхностью дуги для передачи, высокой точностью передачи, стабильной работой, большим крутящим моментом трансмиссии, низким шумом и длительным сроком обслуживания. |
|
|
Метод охлаждения формовой машины |
Охлаждение модуля формовочной машины принимает воздушное охлаждение, шесть вентиляторов 0,5 кВт |
3) Разгрузка параметров стойки:
|
Разгрузка платформа |
Разгрузка структуры платформы |
Стальная скелетная конструкция |
|
Разгрузка длины платформы |
6000 мм |
|
|
Метод управления разгрузкой стойки |
Пневматический автоматический поворот |
4) Запасные части:
|
Серийный номер |
Имя запасной части |
Количество запасных частей |
Код запасной части (модель) |
|
1 |
Фарфоровая заглушка |
10 пунктов |
|
|
2 |
Провод высокой температуры |
50 метров |
|
|
3 |
Термопару |
10 пунктов |
|
|
4 |
контактор |
4 пункта |
|
|
5 |
выключатель |
4 пункта |
|
|
6 |
вакуумный датчик |
4 пункта |
|
|
7 |
Регулирование давления клапан |
2 пункта |
|
|
8 |
Формовочная машина базовый ролик |
4 пункта |
|
Адрес
№ 68, Pingcheng West Road, промышленный парк Цзиуаси, Цзяоооооу, город Циндао, провинция Шаньдун, Китай
Тел.
Электронная почта


















